
Kiên Thành Tín chính thức giới thiệu bộ nhận diện thương hiệu mới năm 2026. Đây là bước chuyển mình nhằm xây dựng hình ảnh rõ ràng, hiện đại và nhất quán hơn trên toàn bộ các điểm tiếp xúc với khách hàng, đại lý, đối tác và doanh nghiệp. Sự thay đổi không chỉ […]

Vòng bi côn thường được sử dụng ở các vị trí chịu tải hướng trục hoặc tải kết hợp như hộp số, cụm bánh xe, trục quay và các hệ truyền động nặng trong máy gặt, máy nông nghiệp. Việc lựa chọn đúng vòng bi côn theo điều kiện làm việc giúp thiết bị vận […]

Trong hệ thống truyền động công nghiệp, nhiều sự cố như trượt tải, sinh nhiệt, hao mòn nhanh xuất phát từ việc chọn sai quy cách dây curoa. Đối với nhà máy, chỉ một sai lệch nhỏ về quy cách cũng có thể dẫn đến tăng chi phí bảo trì và gián đoạn sản xuất. […]

In heavy-duty industrial transmission systems, cylindrical roller bearings are indispensable components thanks to their superior radial load capacity. At Kiên Thành Tín (KTT), we provide a comprehensive ecosystem of specialized cylindrical roller bearings, helping optimize operational efficiency and extend machinery lifespan for all manufacturing projects. 1. What is a cylindrical roller bearing? A cylindrical roller […]
Trong các hệ thống truyền động công nghiệp tải nặng, vòng bi đũa (Cylindrical Roller Bearing) là chi tiết không thể thay thế nhờ khả năng chịu lực hướng tâm vượt trội. Tại Kiên Thành Tín (KTT), chúng tôi cung cấp hệ sinh thái vòng bi đũa chuyên dụng, giúp tối ưu hiệu suất vận […]

Bạc đạn được coi là linh kiện phổ biến được sử dụng trong máy móc của nhiều lĩnh vực như công nghiệp, nông nghiệp, công nghệ,….Dù vậy, nếu nói về cấu trúc, phân loại, nguyên lý, cách chọn thì có thể bạn sẽ chưa nắm rõ. Qua bài viết này Kiên Thành Tín sẽ giúp […]

A bearing is a mechanical component used to support and locate rotating shafts, helping reduce friction between moving parts, thereby ensuring stable, precise, and durable system operation. Kien Thanh Tin (KTT) is an industrial bearing supplier with over 14 years of experience, partnering with 500+ enterprises and manufacturing plants nationwide, delivering comprehensive solutions from NTN, […]
Vòng bi là một phần tử cơ khí dùng để đỡ và định vị trục quay, giúp giảm ma sát giữa các bộ phận chuyển động tương đối, từ đó đảm bảo hệ thống vận hành ổn định, chính xác và bền bỉ. Kiên Thành Tín (KTT) là nhà cung cấp vòng bi công nghiệp […]
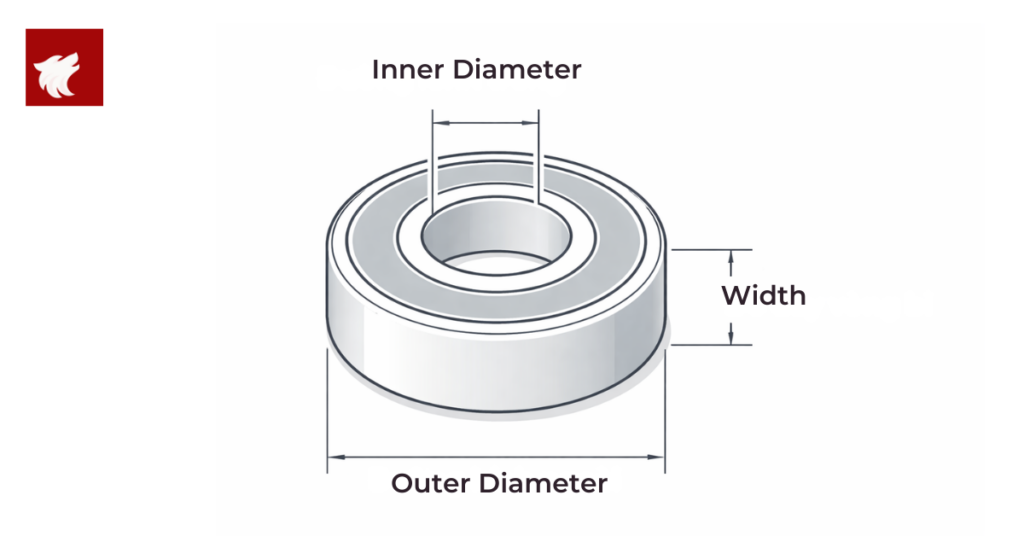
How to calculate bearing diameter For bearings with suffix numbers from 04 and above, multiply the last two digits by 5: Example: Bearing 6204 → inner diameter = 04 * 5 = 20 (mm) For bearings with suffix numbers less than 04, the inner diameter is as follows: 00 = 10 (mm) 01 = 12 […]
With over 15 years of experience and a network of 100+ factories, Kiên Thành Tín (KTT) provides specialized industrial bearing solutions, optimized for real operating conditions. Products are supplied with full CO, CQ documentation and manufactured under ISO 9001:2015 standards, helping businesses ensure performance, reduce risks, and optimize operating costs. Partnering with over 100 factories […]
- 1
- 2
